新聞中心
單線寬牙的冷擠壓工藝
1.車毛坯,如圖1,為確保后序模具壓制的齒形單線寬牙的精確定位,各公差外圓按名義尺寸放研0.02mm,其余按圖加工。

圖 1
2.軟化處理,如圖2,硬度110~120HBW。
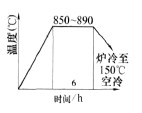
圖 2
3.酸洗。
4.冷擠壓成形,如圖3。
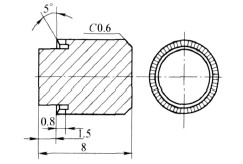
圖 3
相關(guān)資訊
- 壓鉚螺絲簡(jiǎn)介
- 焊接螺母的滲氮層形貌
- 內(nèi)外六角螺釘斷裂失效分析
- 自攻螺釘滲碳層的表面含碳量要求
- 自攻螺釘驗(yàn)收的重要性及驗(yàn)收標(biāo)準(zhǔn)
- 調(diào)諧螺釘
- 螺栓的通用要求
- 防盜螺母
- 2000版緊固件國(guó)家標(biāo)準(zhǔn)
- 世界緊固件整個(gè)行業(yè)分析非標(biāo)螺絲知識(shí)
- 鉚螺機(jī)構(gòu)的加工工藝
- 調(diào)節(jié)螺栓的連接設(shè)計(jì)
- 鈦合金焊接螺釘?shù)染o固件的外觀要求
- 復(fù)合材料結(jié)構(gòu)用緊固件材料
- 選對(duì)自攻螺釘生產(chǎn)廠家,可節(jié)省成本!